 僌儕僢僾壛岺
僌儕僢僾壛岺 僌儕僢僾壛岺
僌儕僢僾壛岺 僌儕僢僾壛岺
僌儕僢僾壛岺 僌儕僢僾壛岺
僌儕僢僾壛岺堦尵偩偗偐傑傫偐側丠
偒傟偄偵偼偄偐傫偹丅旝柇偵僫僫儊偵側傞傫傛丅


 傎傫偩偒傫丄愙崌帪偵愨懳僗僉儅偑偱偒傞傫傛偹丅旝柇偵僫僫儊偵傕側傞丅偮傑傝丄愗傝岥傪暯扲偵偱偒側偄両
傎傫偩偒傫丄愙崌帪偵愨懳僗僉儅偑偱偒傞傫傛偹丅旝柇偵僫僫儊偵傕側傞丅偮傑傝丄愗傝岥傪暯扲偵偱偒側偄両傕偆偹丄偄偭偔傜婃挘偭偰傕柍棟両
晄壜擻両
庤嶌嬈偺尷奅丅
 偩偄傇傓偐偟丄傾僢僾傕偟偰側偐偭偨傫偠傖偗偳偹丄僪儕儖傪夵憿偟偰偙偆偄偆惉宍儅僔儞傪嶌偭偨偙偲傕偁偭偨偗偳丄
偩偄傇傓偐偟丄傾僢僾傕偟偰側偐偭偨傫偠傖偗偳偹丄僪儕儖傪夵憿偟偰偙偆偄偆惉宍儅僔儞傪嶌偭偨偙偲傕偁偭偨偗偳丄偙傟傗偳丅僼僕偺僇僞儘僌偱偼丄儃儖僩傪丄儃乕儖斦偵僙僢僩偟偰惉宍偡傞傫傗彂偄偰傑偟偨偗偳偹丄儃乕儖斦偼庴偗偑側偄偐傜丄忋偺幨恀傒偨偄偵僽儗傞傫傛偹丅挿偗傟偽挿偄傎偳丅傒偠偐偗傝傖側傫偲偐側傞偐傕偟傟傫偗偳丄挿偄僌儕僢僾偼愨懳柍棟偩偲巚偄傑偡丅
偩傕傫偱丄慁斦偑側偄偲庤傕懌傕弌側偄丅偦傟偑僌儕僢僾乮僐儖僋丒EVA乯壛岺側偺偱偁傝傑偡丅
俤倁俙偲僐儖僋傪嶍傞偩偗丅偨偭偨偦傟偩偗偺偙偲丅偩偗傫偳丄弌棃側偄丅嵍塃懳徧丄愗傝岥傪暯扲偵偡傞丅偨偭偨偦傟偩偗偺偙偲偑弌棃側偄丅僌儕僢僾壛岺偩偗偼丄慁斦偑側偄偲偳偆偵傕側傝傑偣傫丅
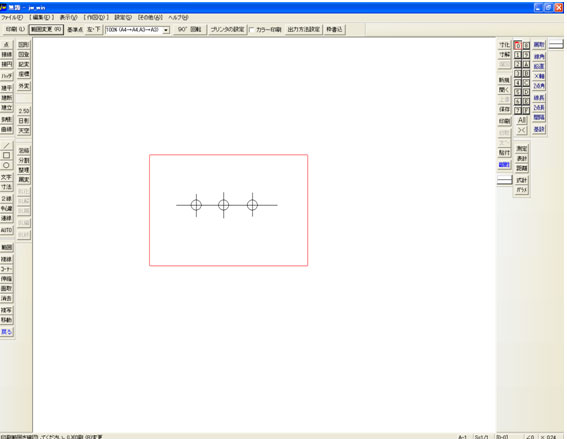
僾儘偼偲偄偆偲丄儘僢僪價儖僨傿儞僌僷乕僼僃僋僩僈僀僪俀傪尒傞尷傝丄儔僢僺儞僌儅僔儞乮懌僼儈儈僔儞偱僠儍僢僋偑夞揮偡傞儘僢僪儊乕僇乕乯傪巊偄側偑傜丄斅儎僗儕偱惉宍偟偰偄傑偟偨丅
偟偐偟丄偦傫側挿偄儘僢僪儊乕僇乕傪忢挀偱偒傞娐嫬偑丄嫃娫價儖僟乕偺儚僞僔偵偁傞傢偗側偳側偔丄僐儞僷僋僩側彫宆栘岺慁斦偱偄偗傞傗傠両偲巚偄偮偮丄
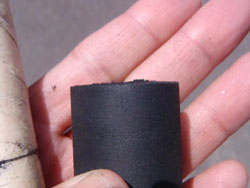
 攦偭偰傒傑偟偨丅傾儅僝僜偱13500墌憲椏柍椏丅弶傔偰偺慁斦侓摗尨嶻嬈偺倄俫侾侽侽偲屇偽傟傞儌僨儖偱偡丅
攦偭偰傒傑偟偨丅傾儅僝僜偱13500墌憲椏柍椏丅弶傔偰偺慁斦侓摗尨嶻嬈偺倄俫侾侽侽偲屇偽傟傞儌僨儖偱偡丅偍偦傜偔丄栘岺慁斦偱嵟傕埨偄儌僨儖偱偡偑丄俢俬倄儐乕僘偱偼廫暘側惈擻偱丄偙傟傪巊偭偰僂僉傪帺嶌偟偰偄傞價儖僟乕側傫偐傕懡偄傛偆偱偡丅傑偨丄俁偮僤儊僠儍僢僋偑暿攧傝偱敪攧偝傟偰偍傝丄僙儞僞乕偩偟偱傔傫偳偔側偭偨偲偒偵偙偄偮傪攦偊偽偄偄傗偲巚偭偨偟丄
側偍丄摨偠傛偆側慁斦偱丄僾儘僋僜儞偺僂僢僪儗乕僗偑偁傝傑偟偨偑丄倄俫侾侽侽偑掕奿帪娫30暘側偺偵懳偟丄僾儘僋僜儞偼15暘丅傑偨丄儌乕僞乕傕尒傞偐傜偵彫偝偔偰丄徚旓揹椡傕僾儘僋僜儞偑80倂側偺偵懳偟丄倄俫侾侽侽偼100倂偱丄僷儚乕偑偁傞偺偱倄俫侾侽侽偵偟傑偟偨丅
側偍丄倄俫侾侽侽埲忋偺慁斦偵側傞偲丄廳偝偑侾侽倠倗傪挻偊偰丄帩偪塣傃偵崲傞偺偱丄傗傔傑偟偨丅僐儖僋偺暡偑旘傃嶶傞偺偱丄壆奜嶌嬈昁恵偲巚傢傟傑偡丅倄俫侾侽侽偼俆僉儘偱偡偺偱丄側傫偲偐側傝傑偡倵
偲偄偆傢偗偱丄儚僞僔偺梡搑偱偼偙偄偮偱廫暘偲巚偭偰億僠僢偲偟偨傢偗偱偡偑丄幚嵺丄偆傑偔偄偔傫偱偟傚偆偐丠偦傟傪専徹偡傞偙偲偵偟傑偟偨丅
 僴僐偁偗偰慻傒棫偰偨忬懺偑僐儗偱偡丅
僴僐偁偗偰慻傒棫偰偨忬懺偑僐儗偱偡丅
 夞揮晹偼僌儕僗偑偮偄偰偄側偐偭偨偺偱僌儕僗傪晅偗傑偟偨丅
夞揮晹偼僌儕僗偑偮偄偰偄側偐偭偨偺偱僌儕僗傪晅偗傑偟偨丅 偱丄挙崗恘傪偁偰傞僒億乕僩戜偱偡偑丄
偱丄挙崗恘傪偁偰傞僒億乕僩戜偱偡偑丄 僌儕僢僾惉宍偵偼慡偔晄昁梫偱丄幾杺偵側傞偩偗側偺偱庢偭暐偄傑偟偨丅
僌儕僢僾惉宍偵偼慡偔晄昁梫偱丄幾杺偵側傞偩偗側偺偱庢偭暐偄傑偟偨丅 偱丄僾乕儕乕偺儀儖僩偺埵抲傪曄偊傞偙偲偱夞揮悢丒僩儖僋傪曄偊傞巇慻傒偵側偭偰偍傝丄儚僞僔偼掅懍夞揮偵偟傑偟偨丅偦傟偵偟偰傕偪傖偪偄僾乕儕乕儀儖僩偱偡丅
偱丄僾乕儕乕偺儀儖僩偺埵抲傪曄偊傞偙偲偱夞揮悢丒僩儖僋傪曄偊傞巇慻傒偵側偭偰偍傝丄儚僞僔偼掅懍夞揮偵偟傑偟偨丅偦傟偵偟偰傕偪傖偪偄僾乕儕乕儀儖僩偱偡丅偦傟偱傕偙偺夞揮侓廫暘偱偟傚両丠
揺偵妏丄偙傟偱僌儕僢僾惉宍偼儌僠儘儞丄僂僢僪僌儕僢僾傑偱慻傔傞傫偠傖側偐傠偆偐倵憗懍幚愴偱傗偭偰傒傑偡丅
 偱丄俤倁俙傗僐儖僋傪偳偆傗偭偰嶍傞偐偱偡偑丄慁斦傪巊偆埲忋丄妏嵽偐娵嵽側傫偱偡丅偱丄俤倁俙傗僐儖僋偵偼嵟弶偐傜寠偑奐偄偰偍傝丄偦偺寠偼丄棆嫑儘僢僪偺応崌丄偩偄偨偄侾俆倣倣偐侾俈倣倣偱偡丅偩傕傫偱丄儂儉僙儞偱偪傚偆偳偄偄嵽椏偑側偄偐扵偟偨偲偙傠丄妏嵽偼儅儊傒偨偄側偺偲僨僇偡偓乮儘僢僪價儖僨傿儞僌梡偺僐儖僋俤倁俙偼奜宎偑俀俉倣倣慜屻偑懡偄傫偱偡偑丄儂儉僙儞偺妏嵽偼奜宎偑俀俉倣倣偔傜偄偁傞乯側偨傔丄娵嵽偵偟傑偟偨丅娵嵽側傜偽奜宎15倣倣偺傕偺偑偁傝傑偡丅偱僠儑僀僗偟偨偺偼丄拞墰偵寠偑奐偄偰偄傞儎僣丅偙傟側傜僺儞偑堷偭偐偐傜側偄偨傔丄旝挷惍偑偟傗偡偔丄僙儞僞乕偺挷愡偑梕堈偵峴偔偼偢偩偲巚偭偨師戞偱偡丅
偱丄俤倁俙傗僐儖僋傪偳偆傗偭偰嶍傞偐偱偡偑丄慁斦傪巊偆埲忋丄妏嵽偐娵嵽側傫偱偡丅偱丄俤倁俙傗僐儖僋偵偼嵟弶偐傜寠偑奐偄偰偍傝丄偦偺寠偼丄棆嫑儘僢僪偺応崌丄偩偄偨偄侾俆倣倣偐侾俈倣倣偱偡丅偩傕傫偱丄儂儉僙儞偱偪傚偆偳偄偄嵽椏偑側偄偐扵偟偨偲偙傠丄妏嵽偼儅儊傒偨偄側偺偲僨僇偡偓乮儘僢僪價儖僨傿儞僌梡偺僐儖僋俤倁俙偼奜宎偑俀俉倣倣慜屻偑懡偄傫偱偡偑丄儂儉僙儞偺妏嵽偼奜宎偑俀俉倣倣偔傜偄偁傞乯側偨傔丄娵嵽偵偟傑偟偨丅娵嵽側傜偽奜宎15倣倣偺傕偺偑偁傝傑偡丅偱僠儑僀僗偟偨偺偼丄拞墰偵寠偑奐偄偰偄傞儎僣丅偙傟側傜僺儞偑堷偭偐偐傜側偄偨傔丄旝挷惍偑偟傗偡偔丄僙儞僞乕偺挷愡偑梕堈偵峴偔偼偢偩偲巚偭偨師戞偱偡丅仾屻乆偐傜僟儊弌偟
僐儗偩傔偹丅拞墰偵寠偑奐偄偰偄傞偐傜丄庴偗懁偺僥儞僔儑儞偑偐偗傟側偄丅
偦偆側傞偲丄僥儞僔儑儞偑偐偐偭偨帪偵恈朹偑嬻夞傝偟傑偡丅嵍懁偺夞揮幉偵拲栚丅僐儖僋偑巭傑偭偨帪傕夞揮偟偰偄傑偡傛偹丅椉抂偐傜恈朹傪僔僢僇儕巟偊偰偄側偄偐傜丄僥儞僔儑儞偑偐偐偭偨帪偵嬻廃傝偵側偭偰偟傑偆傫偱偡丅
 恈朹偱巊偆娵朹偼昁偢恈偑偁傞傕偺丅偱側偄偲墴偝偊偑岠偐側偔偰嬻夞傝偟傑偡丅
恈朹偱巊偆娵朹偼昁偢恈偑偁傞傕偺丅偱側偄偲墴偝偊偑岠偐側偔偰嬻夞傝偟傑偡丅嵞奐両
 偱丄慁斦偺僙僢僩偱偡偑丄傑偢偼庴偗傪娚傔偰丄嵽椏偵墴偟摉偰偰丄傑偨屌掕丅
偱丄慁斦偺僙僢僩偱偡偑丄傑偢偼庴偗傪娚傔偰丄嵽椏偵墴偟摉偰偰丄傑偨屌掕丅 偱丄幨恀偺僣儅儈傪傑傢偟偰庴偗傪妏嵽偵偝傜偵墴偟晅偗傑偡丅
偱丄幨恀偺僣儅儈傪傑傢偟偰庴偗傪妏嵽偵偝傜偵墴偟晅偗傑偡丅 偦偺夁掱偱僙儞僞乕傪旝挷惍偟傑偡丅偱丄拞怱偑弌偨偲巚偭偨傜偦偙偱傕偭偲墴偟晅偗偰
偦偺夁掱偱僙儞僞乕傪旝挷惍偟傑偡丅偱丄拞怱偑弌偨偲巚偭偨傜偦偙偱傕偭偲墴偟晅偗偰 儗僶乕偱屌掕偟傑偡丅
儗僶乕偱屌掕偟傑偡丅偱丄夞偟偨姶偠丄偙傟偔傜偄偺僽儗側傜嫋梕斖埻偱偟傚乣偲偄偆傢偗偱丄
 崱搙偼帋偟偵撪宎15倣倣偺俤倁俙傪晅偗偰嶍偭偰傒傞偙偲偵偟傑偟偨丅
崱搙偼帋偟偵撪宎15倣倣偺俤倁俙傪晅偗偰嶍偭偰傒傞偙偲偵偟傑偟偨丅 偱丄僗僇僗僇偩偭偨偺偱儅僗僉儞僌僥乕僾偱偐偝忋偘丅
偱丄僗僇僗僇偩偭偨偺偱儅僗僉儞僌僥乕僾偱偐偝忋偘丅 偱丄擖傟偨傜屌掕偱偒傑偡丅
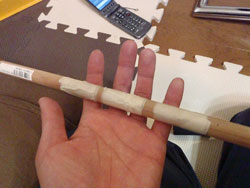
偱丄擖傟偨傜屌掕偱偒傑偡丅 僙僢僩偟偨傜偙傫側姶偠丅
僙僢僩偟偨傜偙傫側姶偠丅夞偡偲偙傫側姶偠丅庒姳僽儗偰偄傑偡偑丄偙偺僽儗偼丄俤倁俙偺僂僠寠偺僙儞僞乕偑僘儗偰偄傞偙偲傕尨場偺傂偲偮偩偲巚偄傑偡丅偦偺忋偱丄奜宎傪儁乕僷乕偱惉宍偟偰偄偔偲丄僂僠寠偺僙儞僞乕偲奜懁偺僙儞僞乕偑弌傞偨傔悅捈偑弌傞偼偢偱偡丅
 偲偄偆傢偗偱傑偢偼惉宍偟偰傒傞偙偲偵偟傑偟偨丅儘僢僪價儖僨傿儞僌僷乕僼僃僋僩僈僀僪俀偵偟偨偑偭偰丄儎僗儕偼偙傟傪巊偄傑偡倵壛岺偱巊偆儎僗儕偱偡偑丄巻傗偡傝偩偲傾僠僠僠偲側偭偰偟傑偆偆偊偵丄壛岺偺僴僔偑娵偔側偭偰偟傑偄丄儊儕僴儕偺側偄惉宍偵側偭偰偟傑偆偺偱丄僇僢僠儕偲偟偨尋杹摴嬶傪巊偆偙偲偵偟傑偟偨丅偱丄巊偆偺偼俶俿僇僢僞乕偺俶俿僪儗僢僒乕偲偄偆摴嬶丅揝惢偺儎僗儕偑僱僕偱屌掕偝傟偰偍傝丄儘僢僪價儖僨傿儞僌僷乕僼僃僋僩僈僀僪俀偱僌儕僢僾惉宍偱僒儞僗僀偑巊偭偰偄偨摴嬶偱偡丅儚僞僔偼偨傑偨傑丄俥倅俼偺揾憰偱攦偭偰偄傑偟偨倵暿梡搑偱傑偝偐偺儕僒僀僋儖偱偡倵
偲偄偆傢偗偱傑偢偼惉宍偟偰傒傞偙偲偵偟傑偟偨丅儘僢僪價儖僨傿儞僌僷乕僼僃僋僩僈僀僪俀偵偟偨偑偭偰丄儎僗儕偼偙傟傪巊偄傑偡倵壛岺偱巊偆儎僗儕偱偡偑丄巻傗偡傝偩偲傾僠僠僠偲側偭偰偟傑偆偆偊偵丄壛岺偺僴僔偑娵偔側偭偰偟傑偄丄儊儕僴儕偺側偄惉宍偵側偭偰偟傑偆偺偱丄僇僢僠儕偲偟偨尋杹摴嬶傪巊偆偙偲偵偟傑偟偨丅偱丄巊偆偺偼俶俿僇僢僞乕偺俶俿僪儗僢僒乕偲偄偆摴嬶丅揝惢偺儎僗儕偑僱僕偱屌掕偝傟偰偍傝丄儘僢僪價儖僨傿儞僌僷乕僼僃僋僩僈僀僪俀偱僌儕僢僾惉宍偱僒儞僗僀偑巊偭偰偄偨摴嬶偱偡丅儚僞僔偼偨傑偨傑丄俥倅俼偺揾憰偱攦偭偰偄傑偟偨倵暿梡搑偱傑偝偐偺儕僒僀僋儖偱偡倵偱丄僋儖僋儖夞偟側偑傜丄僒僀僪傪傑偭偡偖偵惍偊偰偄偒丄偱丄愭抂晹傪柺庢傝偟傑偟偨丅僴僕偭偙偑彮乆儃僐儃僐偱傕俶俿僪儗僢僒乕傪嬤偯偗偰偄偔偲丄彑庤偵悈暯偵側偭偰偄偒傑偡倵偙傟偑丄偙傟偑傗傝偨偐偭偨傫偱偡傛乣乣倵倵倵
偱丄儁乕僷乕偱惍偊傑偟偨丅偙傫側姶偠偱丄夞偟偨傎偆偑偄偄偱偡側丅240仺400仺600偱僼傿僯僢僔儏丅
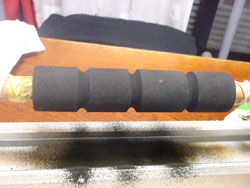
 偱丄偙傟偑姰惉昳倵
偱丄偙傟偑姰惉昳倵崱傑偱擸傫偱偄偨幬傔偵側偭偰偄偨愗傝岥丅僉儗僀偵偄偭偰傑偡偑側乣倵倵倵
 偑丄壽戣傕尒偮偐傞丅帟偑摉偨傝偵偔偄偺偱丄寠偵嬤偄傎偆偼嶍傝儉儔偑偁偭偰偞傑偙偘偱偡丅偱偡偑丄傑丄偙傟偔傜偄側傜僇僢僞乕偱柺庢傝偟偰傕塭嬁偁傝傑偣傫丅
偑丄壽戣傕尒偮偐傞丅帟偑摉偨傝偵偔偄偺偱丄寠偵嬤偄傎偆偼嶍傝儉儔偑偁偭偰偞傑偙偘偱偡丅偱偡偑丄傑丄偙傟偔傜偄側傜僇僢僞乕偱柺庢傝偟偰傕塭嬁偁傝傑偣傫丅 偱丄壽戣傕僠儔儂儔丅偙傟偼帟偑塻妏偵摉偨偭偨懠晹暘偱偡丅
偱丄壽戣傕僠儔儂儔丅偙傟偼帟偑塻妏偵摉偨偭偨懠晹暘偱偡丅帟偑塻偔摉偨偭偨傜丄堦敪偱僗僕偑擖傝丄偙傟偺廋惓偑弌棃傑偣傫丅側傞傋偔丄墦椂偑偪偵帟傪摉偰偰惉宍偟偰偄偭偨傎偆偑柍擄偱偡丅
 偱丄崱巊偭偰偄傞恈朹偼奜宎侾俆冇偺娵朹側傫偱偡偑丄摉慠丄價儖僨傿儞僌梡俤倁俙偵偼丄撪宎偑17倣倣偺傕偺傕偁傝丄偦傟傪惉宍偟傛偆偲偡傞偲丄僥乕僾偱偐偝忋偘偟側偄偲偄偗傑偣傫丅
偱丄崱巊偭偰偄傞恈朹偼奜宎侾俆冇偺娵朹側傫偱偡偑丄摉慠丄價儖僨傿儞僌梡俤倁俙偵偼丄撪宎偑17倣倣偺傕偺傕偁傝丄偦傟傪惉宍偟傛偆偲偡傞偲丄僥乕僾偱偐偝忋偘偟側偄偲偄偗傑偣傫丅 偑偟偐偟丄栤戣偑偁傝丄偐偝忋偘偱傄偭偨傝嵍塃摨偠暆偵側傟偽偄偄傫偱偡偑丄庒姳孹偄偨傝偡傞偲丄僉僢僠儕嵍塃偺悈暯傪弌偟偰傕丄恈偑偢傟偰偄傞偺偱丄幬傔側愗傝岥偵側偭偨傝偟偰丄偦偙偑栤戣揰偱偡丅
偑偟偐偟丄栤戣偑偁傝丄偐偝忋偘偱傄偭偨傝嵍塃摨偠暆偵側傟偽偄偄傫偱偡偑丄庒姳孹偄偨傝偡傞偲丄僉僢僠儕嵍塃偺悈暯傪弌偟偰傕丄恈偑偢傟偰偄傞偺偱丄幬傔側愗傝岥偵側偭偨傝偟偰丄偦偙偑栤戣揰偱偡丅儂儉僙儞偵抲偄偰偁傞娵嵽偼15冇偺傕偺偟偐側偄偺偱丄侾俈冇偺僇乕儃儞僷僀僾傪愗偭偰偔偭偮偗傞偐偟偨傎偆偑椙偄偲巚偄傑偟偨丅
僐儖僋偺応崌
僐儖僋偺応崌丄俤倁俙傛傝傕偐側傝嶍傟堈偄偱偡丅
儁乕僷乕摉偰傞偩偗偱廫暘弌棃傑偡丅
 斣庤偼俀係侽仺係侽侽仺俇侽侽僼傿僯僢僔儏偱偙傫側姶偠丅1000斣偔傜偄傑偱偼傗傞昁梫偑偁傝傑偣傫偹丅600斣偱廫暘偱偡丅
斣庤偼俀係侽仺係侽侽仺俇侽侽僼傿僯僢僔儏偱偙傫側姶偠丅1000斣偔傜偄傑偱偼傗傞昁梫偑偁傝傑偣傫偹丅600斣偱廫暘偱偡丅 傕偟丄摉偰斉儎僗儕傪巊偆偲丄昞柺偼儃儘儃儘偵側傝丄僗僕偑巆傝堈偄偱偡丅
傕偟丄摉偰斉儎僗儕傪巊偆偲丄昞柺偼儃儘儃儘偵側傝丄僗僕偑巆傝堈偄偱偡丅 傑偨丄僐儖僋偺栚傕丄慁斦偱偺惉宍偩偲丄堦敪偱僗僕偑寚偗傑偡丅
傑偨丄僐儖僋偺栚傕丄慁斦偱偺惉宍偩偲丄堦敪偱僗僕偑寚偗傑偡丅偦偟偰偣偭偐偔暯扲偵壛岺偟偰傕丄
 撪宎奼戝壛岺傪偡傞帪偵丄
撪宎奼戝壛岺傪偡傞帪偵丄崅偄妋棪偱撪晹偺寠偑幬傔偵側偭偰偟傑偆偨傔丄宲偓栚偑幬傔偵側偭偰偟傑偄傑偡丅
 徻偟偔尵偆偲丄奜宎偺悈暯偑僇僢僠儕弌偰丄悅捈偵慻傔偨偲偟偰傕丄
徻偟偔尵偆偲丄奜宎偺悈暯偑僇僢僠儕弌偰丄悅捈偵慻傔偨偲偟偰傕丄 壛岺偟偨撪宎偼偲偄偆偲丄僙儞僞乕偑弌偰偄側偄丅
壛岺偟偨撪宎偼偲偄偆偲丄僙儞僞乕偑弌偰偄側偄丅 偙偆側傞偲丄慻傫偩帪偺忬懺偑僫僫儊偵側偭偰偟傑偄丄僘儗偑弌傞傫偱偡傛偹丒丒丒丒
偙偆側傞偲丄慻傫偩帪偺忬懺偑僫僫儊偵側偭偰偟傑偄丄僘儗偑弌傞傫偱偡傛偹丒丒丒丒偙偆側傞偲丄偣偭偐偔慁斦傪攦偭偨堄枴偑側偄傫偱偡傛偹丅撪宎傪僉僢僠儕奼戝偝偣傞曽朄偼側偄傕偺偐丒丒丒丒
僾儘偵暦偄偰傗傟偲偄偆傢偗偱丄儅僞僊偵暦偄偰傒傑偟偨丅
偳偆傗傜丄儅僞僊偼撪宎壛岺偼偟偰偄側偄偦偆偱偡丅
偱偼偳偆傗偭偰偄傞偺偐丅偦傟偼丄嵟弶偐傜寠偑奐偄偨僌儕僢僾嵽傪巊偭偰偄傞傫偩偦偆側丅
椺偊偽丄奜宎20僷僀偺僷僀僾偵慻傓応崌偼丄撪宎20僷僀偺俤倁俙僐儖僋傪巊梡丅慁斦偵僙僢僩偟偰壛岺偡傞傛偆偱偡丅偦偆偡傞偲丄撪宎壛岺傪偡傞昁梫偑側偄偩偗偱側偔丄撪宎偺僙儞僞乕偑弶傔偐傜偢傟偰偄偰傕丄慁斦壛岺偵傛偭偰僙儞僞乕偑弌傞柾條偱偡丅
僙僢僩偺曽朄偼丄戝宆偺慁斦偵奜宎20僷僀偺傾儖儈僷僀僾傪庢傝晅偗丄偦傟偵俤倁俙僐儖僋傪庢傝晅偗傞丅撪宎偺奼戝弅彫側傫偐偼丄僐傾僥乕僾傪僗僷僀儔儖忬偵姫偄偰偄偒丄屌掕偡傞偦偆偱偡丅 俤倁俙僐儖僋偺僥儞僔儑儞偵傛偭偰庢傝晅偗傞偲偄偆偺偼儚僞僔偺傗傝曽偲堦弿丅僗僷僀儔儖姫偒偑僀僠僶儞悈暯偑弌傞傒偨偄偱丄嶲峫偵側傝傑偟偨丅
偱丄崱夞偺応崌側傫偐偼丄撪宎偑22倣倣嬤偄傕偺傪壛岺偡傞偺偱丄偦傫側偱偐偄寠偁偄偲傞傕傫丄偁傞傫側丠
偲巚偭偰暦偄偰傒傞偲偁傞傒偨偄丅
俤倁俙偼撪宎22倣倣偺傗偮丄偁傞偑側両奜宎偑俁俁倣倣偱僀僠僶儞偱偐偄傗偮両妋偐偵偙傟傪巊偊偽撪宎壛岺傪偡傞昁梫偑側偄丅
僐儖僋偼僇僞儘僌偵嵹偭偰側偐偭偨偗偳丄偁傞傫偐偄側丠丠丠壖偵偁偭偰傕丄抣抜偑嫲傠偟偄偙偲偵側傝偦偆偠傖乣乣乣
偲偵偐偔丄撪宎壛岺傪僉僢僠儕偡傞偺偼柍棟両弶傔偐傜寠偑奐偄偰偄傞儎僣傪惉宍偟傑偟傚乣乣乣
娵嵽偺僙儞僞乕偺弌偟曽
墌偺拞怱傪媮傔傛丅
 偙乕備乕儎僣丅拞俁偺帪丄壗廫夞傕摨偠栤戣偱庴尡曌嫮偟偨傋偟偨両懖嬈偟偰偐傜偄偭傌傫傕巊偭偰側偄偗偳偹乣丅
偙乕備乕儎僣丅拞俁偺帪丄壗廫夞傕摨偠栤戣偱庴尡曌嫮偟偨傋偟偨両懖嬈偟偰偐傜偄偭傌傫傕巊偭偰側偄偗偳偹乣丅
側傫偣丄惗妶偺拞偱墌偺拞怱傪媮傔傞昁梫偑丄僫僀偭偮偺偙偺丅
偟偐偟丄嵟嬤偦偺昁梫惈偑弌偰偒偨偺丅
偦傟偼慁斦丅
儘僢僪價儖僨傿儞僌偺僌儕僢僾壛岺偱巊偆慁斦偼丄儚僞僔偺偼僠儍僢僋偑側偄偨傔丄曣嵽偺僙儞僞乕傪弌偡昁梫偑偁傞傢偗丅捠忢丄妏嵽傪巊偆応崌偼丄懳妏慄偺岎揰偑僙儞僞乕偩偐傜傗傝傗偡偄傫偩偗偳丄僌儕僢僾壛岺偱巊偆曣嵽偼娵嵽丒丒丒丒懳妏慄偑側偄丅
庴尡曌嫮偱妛傫偩墌偺拞怱偺弌偟曽丒丒丒丒暯柺恾偺僙儞僞乕弌偟偺曽朄側偺偱丄堄枴偑側偄丅
偳偆偡傫偩両丠
偦偙偱峫偊傑偡偨丅
偳偆傗傜挷傋偰傒傞偲戝岺摴嬶偱丄偦偄偄偆愱梡偺摴嬶偑偁傞傒偨偄側傫偱偡偑丄戝岺偠傖側偄偺偱帩偭偰側偄偟丒丒丒丒
偲偄偆傢偗偱丄
俠俙俢傪巊偭偰弌棃側偄偐偲巚偄傑偟偨丅
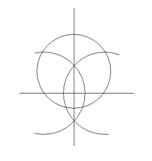
 曽朄偲偟偰偼丄傑偢丄揔摉側悈暯慄傪彂偒丄揔摉偵悅捈慄傪弌偡丅曣嵽偑20兂偩偐傜丄敿宎10倣倣偺墌傪偦偺岎揰偵僙儞僞乕偑棃傞傛偆偵僪儘乕丅
曽朄偲偟偰偼丄傑偢丄揔摉側悈暯慄傪彂偒丄揔摉偵悅捈慄傪弌偡丅曣嵽偑20兂偩偐傜丄敿宎10倣倣偺墌傪偦偺岎揰偵僙儞僞乕偑棃傞傛偆偵僪儘乕丅 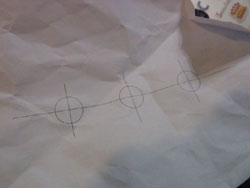 報嶞偟偨傕偺偑僐儗丅
報嶞偟偨傕偺偑僐儗丅 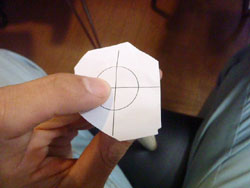 偁偲偼揔摉偵愗傝庢傝丄
偁偲偼揔摉偵愗傝庢傝丄  岝偵偐偞偟偰丄曣嵽偺奜墢傪偁傢偣傞丅
岝偵偐偞偟偰丄曣嵽偺奜墢傪偁傢偣傞丅 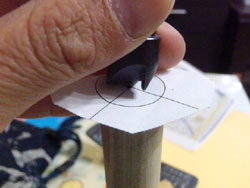 廳偹偨屻丄岎揰偵億儞僠偱僗僐儞偲懪偪崬傔偽丄
廳偹偨屻丄岎揰偵億儞僠偱僗僐儞偲懪偪崬傔偽丄  僙儞僞乕偵寠偑偁偔丅
僙儞僞乕偵寠偑偁偔丅 偦偙傪儅僕僢僋偱儅乕僉儞僌丅
偦偙傪儅僕僢僋偱儅乕僉儞僌丅斀懳懁傕僐儗傪傗傞丅
偦偟偰僙僢僩丅
 傾儗両丠挿偡偓傞両丠
傾儗両丠挿偡偓傞両丠 愗偭偰摨偠偙偲傗傞僟儞僗丅
愗偭偰摨偠偙偲傗傞僟儞僗丅偝偰丄夞揮偼丒丒丒丒
偄偄傫偱側偄偐偄両丠
俰倂俠俙俢偩偐傜僞僟偩偟丄曋棙偩傋乣両懠偵傕娙扨側傗傝曽偑偁傟偽戝曞廤両両両
幚愴偦偺2
 儅僞僊偺傗傝曽傪傑偹偟偰丄傑偢寠偐傜愭偵偁偗傑偟偨倵撪宎20.5偔傜偄偺寠偱偡丅
儅僞僊偺傗傝曽傪傑偹偟偰丄傑偢寠偐傜愭偵偁偗傑偟偨倵撪宎20.5偔傜偄偺寠偱偡丅 偦偟偰丄20僷僀偺娵朹偵儅僗僉儞僌僥乕僾偱僟僀儎儌儞僪儔僢僾晽偵姫偄偰偐偝忋偘偟偨屻僙僢僩偟偰丄
偦偟偰丄20僷僀偺娵朹偵儅僗僉儞僌僥乕僾偱僟僀儎儌儞僪儔僢僾晽偵姫偄偰偐偝忋偘偟偨屻僙僢僩偟偰丄 嶍傝傑偡丅偙偺偲偒丄
嶍傝傑偡丅偙偺偲偒丄 偙傫側晽偵俤倁俙偺暡偑栚媗傑傝偟偨傝丄
偙傫側晽偵俤倁俙偺暡偑栚媗傑傝偟偨傝丄 慁斦偵暡偑棊偪傞偨傔丄
慁斦偵暡偑棊偪傞偨傔丄 憒彍婡偱媧偄庢傝側偑傜傗偭偨傜岠棪偑偄偄偱偡丅奜偱傗偭偨傜丄嶶偭偨俤倁俙偑偦偺傑傑側偺偱慁斦傪偟傑偆帪偵暡偑棊偪偰壠偑墭傟傞傫偱偡傛偹丅憒彍婡偺墶偱傗偭偨傎偆偑偄偄偱偡側丅
憒彍婡偱媧偄庢傝側偑傜傗偭偨傜岠棪偑偄偄偱偡丅奜偱傗偭偨傜丄嶶偭偨俤倁俙偑偦偺傑傑側偺偱慁斦傪偟傑偆帪偵暡偑棊偪偰壠偑墭傟傞傫偱偡傛偹丅憒彍婡偺墶偱傗偭偨傎偆偑偄偄偱偡側丅 偱丄嶍偭偰偄偔偲丄崻尦偺曽偑嶍傝偵偔偔偰丄偙傫側晽偵側偭偰偟傑偄傑偡偑丄愙拝偡傞偲尒偊側偄偲偙傠側偺偱僇僢僞乕偱嶍傝棊偲偟偨傜栤戣側偟偱偡丅
偱丄嶍偭偰偄偔偲丄崻尦偺曽偑嶍傝偵偔偔偰丄偙傫側晽偵側偭偰偟傑偄傑偡偑丄愙拝偡傞偲尒偊側偄偲偙傠側偺偱僇僢僞乕偱嶍傝棊偲偟偨傜栤戣側偟偱偡丅 偱丄僙僢僩偟偰傒偰丄
偱丄僙僢僩偟偰傒偰丄 僠僃僢僋傪擖傟偨傜丄僠僃僢僋偺奜宎偲嵎偑偁傝偡偓偰晄帺慠偩偭偨偺偱丄
僠僃僢僋傪擖傟偨傜丄僠僃僢僋偺奜宎偲嵎偑偁傝偡偓偰晄帺慠偩偭偨偺偱丄 偝傜偵嶍偭偰愙拝偟偰偙傫側姶偠偵倵幬傔偵側偭偰偄傞偲偙傠傕栚棫偨側偄偺偱偄偄姶偠偱偡倵慁斦攦偭偰傛偐偭偨乣倵
偝傜偵嶍偭偰愙拝偟偰偙傫側姶偠偵倵幬傔偵側偭偰偄傞偲偙傠傕栚棫偨側偄偺偱偄偄姶偠偱偡倵慁斦攦偭偰傛偐偭偨乣倵偑丄擄揰傪偄偊偽丄娵偄儎僗儕偺宎偑怓乆偁偭偨曽偑偄偄偱偡側丅偦傟偲丄儎僗儕偺僥儞僔儑儞傪偐偗偡偓傞偲僗僌偵巭傑傝傑偡丅備偭偔傝偲寉偔摉偰偰惉宍偡傞偺偑儈僜偱偡側丅偙傟偐傜傕廳曮偟傑偡偱偡倵
僴僕偭偙偺暯扲弌偟偺僐僣
 偙傟傕丄傗偭傝傚傞偆偪偵晄嬶崌偑弌偰偒偰丄偲偄偆偺傕丄儎僗儕偺愭偑俤倁俙偺崻尦偵摉偨傝偵偔偄傫偱偡傛偹丅
偙傟傕丄傗偭傝傚傞偆偪偵晄嬶崌偑弌偰偒偰丄偲偄偆偺傕丄儎僗儕偺愭偑俤倁俙偺崻尦偵摉偨傝偵偔偄傫偱偡傛偹丅 偦偺偨傔丄偙傫側傆偆偵崻尦偑朶傟偰丄偺偪偺偪丄僠僃僢僋偑晜偄偰偟傑偆偺偱丄
偦偺偨傔丄偙傫側傆偆偵崻尦偑朶傟偰丄偺偪偺偪丄僠僃僢僋偑晜偄偰偟傑偆偺偱丄
 僴僕偭偙偵俤倁俙偺僴僔偑晜偔傛偆偵弌偟偰儎僗儕偱壛岺偡傞偲偆傑偔偄偒傑偡丅
僴僕偭偙偵俤倁俙偺僴僔偑晜偔傛偆偵弌偟偰儎僗儕偱壛岺偡傞偲偆傑偔偄偒傑偡丅仾偩傔偩傔丅偙偆偡傞偲丄僼傿僢僩偟偰側偄愭偭偪傚偑傇傟傞傫偱偒傟偄偵偄偒傑偣傫両
僐儖僋偺寚偗懳嶔仌暯扲偩偟
 俤倁俙偲摨偠偔丄僐儖僋偱傕摨偠傛偆側僩儔僽儖偑偁傝傑偡丅偲偄偆偐丄朹偵僙僢僩偟偰偄傞忬懺偱偼丄撪宎偺崻尦晹暘傑偱嶍傟側偄偺偱暯扲弌偟偑偆傑偔峴偒傑偣傫丅俤倁俙偩偭偨傜丄廮傜偐偄偟丄撪懁偺撌傪偒傟偽偄偄偺偱偡偑丄僐儖僋偼峝偄偟丄寚偗傞偺偱偦偆偼峴偒傑偣傫丅
俤倁俙偲摨偠偔丄僐儖僋偱傕摨偠傛偆側僩儔僽儖偑偁傝傑偡丅偲偄偆偐丄朹偵僙僢僩偟偰偄傞忬懺偱偼丄撪宎偺崻尦晹暘傑偱嶍傟側偄偺偱暯扲弌偟偑偆傑偔峴偒傑偣傫丅俤倁俙偩偭偨傜丄廮傜偐偄偟丄撪懁偺撌傪偒傟偽偄偄偺偱偡偑丄僐儖僋偼峝偄偟丄寚偗傞偺偱偦偆偼峴偒傑偣傫丅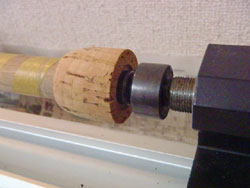 偦偙偱俤倁俙偲摨偠傛偆偵懳嶔傪楙偭偰傒傑偟偨丅慁斦偺庴偗僊儕僊儕偺偲偙傠偵僐儖僋偺僴僔傪帩偭偰偒傑偡丅
偦偙偱俤倁俙偲摨偠傛偆偵懳嶔傪楙偭偰傒傑偟偨丅慁斦偺庴偗僊儕僊儕偺偲偙傠偵僐儖僋偺僴僔傪帩偭偰偒傑偡丅 偱丄崱尰嵼惉宍壛岺偱巊偭偰偄傞丄俶俿僪儗僢僒乕偱偡偑丄偙傟偼峳栚偺傕偺偟偐側偔丄僐儖僋偼寚偗傞偺偱丄俶俿僪儗僢僒乕偺愭偵丄400斣偺儁乕僷乕傪摉偰斅偟偰丄嵶偐偔惉宍偟偰偄偒傑偟偨丅僴僕傪拡傇傜傝傫偵偟偰偄傞偺偱丄撪宎偺崻尦傑偱嵶偐偄儁乕僷乕偱惉宍偟偰偄偒傑偟偨丅
偱丄崱尰嵼惉宍壛岺偱巊偭偰偄傞丄俶俿僪儗僢僒乕偱偡偑丄偙傟偼峳栚偺傕偺偟偐側偔丄僐儖僋偼寚偗傞偺偱丄俶俿僪儗僢僒乕偺愭偵丄400斣偺儁乕僷乕傪摉偰斅偟偰丄嵶偐偔惉宍偟偰偄偒傑偟偨丅僴僕傪拡傇傜傝傫偵偟偰偄傞偺偱丄撪宎偺崻尦傑偱嵶偐偄儁乕僷乕偱惉宍偟偰偄偒傑偟偨丅 偡傞偲俷俲両僇儞儁僉偵僐儖僋偺僴僕傪惉宍偱偒傑偟偨倵
偡傞偲俷俲両僇儞儁僉偵僐儖僋偺僴僕傪惉宍偱偒傑偟偨倵 斀懳懁傕僇儞儁僉両暥嬪側偟偺壛岺偱偡両
斀懳懁傕僇儞儁僉両暥嬪側偟偺壛岺偱偡両僐儖僋偼僴僕僢僐傪晜偐偟偰嵶偐偄儁乕僷乕傪偁偰斅偟偰偺惉宍偑俧俷俷俢偱偡両
恈朹偺僙儞僞乕弌偟
傇傟傞丅傇傟傞傫傛俤倁俙偑両
 僔儍僼僩偼僽儗偰側偄傫傗偗偳丄
僔儍僼僩偼僽儗偰側偄傫傗偗偳丄俤倁俙偑傇傟傞丅
 寢壥丄壛岺偑側側傔偵側偭偪傘偆両
寢壥丄壛岺偑側側傔偵側偭偪傘偆両側偤偐両丠
 偙偺儅僗僉儞僌曽朄偑偄偐傫偺傛乣両
偙偺儅僗僉儞僌曽朄偑偄偐傫偺傛乣両 偦傫側傢偗偱丄僞僐巺偱僟僀儎儌儞僪儔僢僾偟偰丄偦傠偊傑偟偨丅
偦傫側傢偗偱丄僞僐巺偱僟僀儎儌儞僪儔僢僾偟偰丄偦傠偊傑偟偨丅寢壥偼椙岲丅儅僗僉儞僌僥乕僾偩偭偨傜幬傔偵側偭偰偄偨夞揮偑恈偑弌傑偟偨倵
 僙儞僞乕偑弌偨傜偙偭偪偺傕偺倵偁偭偲偄偆傑偵偪傖傫偲壛岺偱偒傑偟偨倵
僙儞僞乕偑弌偨傜偙偭偪偺傕偺倵偁偭偲偄偆傑偵偪傖傫偲壛岺偱偒傑偟偨倵廤愊僐儖僋偺壛岺
 儅僞僊偐傜廤愊僐儖僋偑敪攧偝傟偰偍傝丄偙傟傪壛岺偡傞偙偲偵偟傑偟偨倵290墌偱33兂偱丄拞寠偑6兂丄挿偝侾們倣偱偡丅
儅僞僊偐傜廤愊僐儖僋偑敪攧偝傟偰偍傝丄偙傟傪壛岺偡傞偙偲偵偟傑偟偨倵290墌偱33兂偱丄拞寠偑6兂丄挿偝侾們倣偱偡丅 偱丄拞寠傪峀偘側偗傟偽榖偵側傜側偄偨傔丄俤倁俙儕乕儅乕偱峀偘傑偡丅
偱丄拞寠傪峀偘側偗傟偽榖偵側傜側偄偨傔丄俤倁俙儕乕儅乕偱峀偘傑偡丅 偱偡偑丄庤嶌嬈側偺偱丄拞寠偼僘儗傑偡丅
偱偡偑丄庤嶌嬈側偺偱丄拞寠偼僘儗傑偡丅摉慠丄恈朹偵僙僢僩偟偰傕丄僘儗偰偄傑偡丅
偦偙偱丄僫僫儊偵側偭偰偄傞忬懺偱丄恀偭捈偖儁乕僷乕傪偁偰丄嶍傝傑偡丅偡傞偲丄拞寠偵増偭偰丄奜宎偑恀偭捈偖偵壛岺偝傟傞偼偢倵
 偁偲偼丄墶傪恀偭捈偖偵壛岺偡傟偽丒丒丒丒丒
偁偲偼丄墶傪恀偭捈偖偵壛岺偡傟偽丒丒丒丒丒側側傔偵側偭偪傘偆偑傗乮椳乯偭偰偐丄抁偡偓偰丄偪傖傫偲埨掕偟偰恈朹偵屌掕偱偗傫偺傛偹丅偙傫偩偗抁偄偲僉僠儞偲壛岺偡傞偺偼柍棟傗偹丅
 寢嬊丄儁乕僷乕偱惍偊偰傗偭偨偗偳丄旝柇偵僫僫儊傗偹丅儅僞僊偝傫丄傕偆偪傚偭偲挿偄儎僣敪攧偟偰梸偟偄傢乣
寢嬊丄儁乕僷乕偱惍偊偰傗偭偨偗偳丄旝柇偵僫僫儊傗偹丅儅僞僊偝傫丄傕偆偪傚偭偲挿偄儎僣敪攧偟偰梸偟偄傢乣廤愊僐儖僋惉宍懳嶔丂廳偹偰壛岺
偱丄夵慞嶔丅廤愊僐儖僋傪2屄偮側偄偱惉宍偟偰傒傑偟偨丅
幚偼憡屳儕儞僋偺戝偲偐偝傫偺僱僞傪尒偰偄偨傜丄僐儖僋儕儞僌偺愙拝偱栘岺儃儞僪傪巊偭偨愙拝傪徯夘偝傟偰偍傝丄偙傟傪傗偭偰傒傞偙偲偵偟傑偟偨倵
 栘岺儃儞僪偼100墌丅1塼偱巊偄傗偡偔丄屌傑偭偨傜摟柧偵側傞偨傔丄偄偄偠傖傫丠偭偰巚偭偰倵僋儔儞僾偼愄丄僪儔僀儌乕僞乕戜偱巊偭偨僋儔儞僾偑偁傞偺偱丄僐僀僣傪巊偆偙偲偵偟傑偟偨倵
栘岺儃儞僪偼100墌丅1塼偱巊偄傗偡偔丄屌傑偭偨傜摟柧偵側傞偨傔丄偄偄偠傖傫丠偭偰巚偭偰倵僋儔儞僾偼愄丄僪儔僀儌乕僞乕戜偱巊偭偨僋儔儞僾偑偁傞偺偱丄僐僀僣傪巊偆偙偲偵偟傑偟偨倵
 傑偢偼栘岺儃儞僪傪揾傝偨偔傝丄
傑偢偼栘岺儃儞僪傪揾傝偨偔傝丄 愙拝偟偨屻丄僋儔儞僾偱嫴傫偱丄偼傒弌偨愙拝嵻傪傾儖僐乕儖偱怈偒庢傞丅
愙拝偟偨屻丄僋儔儞僾偱嫴傫偱丄偼傒弌偨愙拝嵻傪傾儖僐乕儖偱怈偒庢傞丅 敿擔傑偭偰僇僢僠儕屌傑傝傑偟偨倵
敿擔傑偭偰僇僢僠儕屌傑傝傑偟偨倵 懕偄偰慁斦偵偐偗偰丄奺僌儕僢僾僷乕僣傪嶍偭偰偄偒傑偡丅
懕偄偰慁斦偵偐偗偰丄奺僌儕僢僾僷乕僣傪嶍偭偰偄偒傑偡丅 儁乕僷乕偱側傫偰偙偲側偔惉宍偱偒偨傫偱偡偑丄
儁乕僷乕偱側傫偰偙偲側偔惉宍偱偒偨傫偱偡偑丄 宲偓栚偑俶俧偱偡丅1塼偩偐傜堷偗偑偁傝丄偙偺偍偐偘偱丄宲偓栚偱偲偙傠偳偙傠寗娫偑嬻偄偰偄傑偡丅栘岺儃儞僪偱傕弌棃側偄偙偲偼側偄偱偡偑丄傗偼傝怓傪摨壔偝偣偨傎偆偑椙偄傫偱丄僂僢僪僄億僉僔傪巊偭偨傎偆偑側偍椙偄偲巚偄傑偟偨丅僂僢僪僄億僉僔偼堷偗偼側偄偟丄僐儖僋宯偺怓偱摨怓偱偡丅屻妛偵妶偐偟傑偡丅
宲偓栚偑俶俧偱偡丅1塼偩偐傜堷偗偑偁傝丄偙偺偍偐偘偱丄宲偓栚偱偲偙傠偳偙傠寗娫偑嬻偄偰偄傑偡丅栘岺儃儞僪偱傕弌棃側偄偙偲偼側偄偱偡偑丄傗偼傝怓傪摨壔偝偣偨傎偆偑椙偄傫偱丄僂僢僪僄億僉僔傪巊偭偨傎偆偑側偍椙偄偲巚偄傑偟偨丅僂僢僪僄億僉僔偼堷偗偼側偄偟丄僐儖僋宯偺怓偱摨怓偱偡丅屻妛偵妶偐偟傑偡丅傫偱丄傕偄偭偪傚僂儞僠僋偱偡偑丄儅僞僊偼丄廤愊僐儖僋偼丄撪宎6倣倣奜宎32倣倣暆12.5倣倣偺忬懺偱攧偭偰偄傑偡偑丄彫偝偡偓傫偐丠偲忢乆巚偄傑偡丅廤愊僐儖僋側傫偩偐傜僌儕僢僾僷乕僣側傢偗偱丄奜宎6倣倣偺僌儕僢僾側傫偰偁傞傢偗側偄偟丄撪宎傪奼挘偡傞偲偒偼壛岺偑昁梫偵側傝丄偦偺嵺抁偡偓傞暆偑僙儞僞乕弌偟偺惛搙偵傾儔傪弌偟傑偡丅偪傚偆偳椙偄偺偼丄挿偝50倣倣丄撪宎15倣倣丄奜宎32倣倣偔傜偄偺僒僀僘偩偲巚偄傑偡丅
栘岺儃儞僪偱晄嬶崌
愭擔丄廤愊僐儖僋惉宍偱丄栘岺儃儞僪偱楢寢偟偰壛岺偟傑偟偨偑丄晄嬶崌敪惗偱偡丅
 側傫偲丄嵎偟崬傓帪偵奜傟傑偟偨乮娋乯
側傫偲丄嵎偟崬傓帪偵奜傟傑偟偨乮娋乯 寢嬊丄僄億僉僔傪寗娫偵廩揢偝偣偰帠側偒傪摼傑偟偨偑丄傗偭傁傝偙偙傜偺晧壸偑偐偐傞僷乕僣偱偼丄侾塼愙拝嵻偼尩嬛偩偲姶偠傑偟偨丅
寢嬊丄僄億僉僔傪寗娫偵廩揢偝偣偰帠側偒傪摼傑偟偨偑丄傗偭傁傝偙偙傜偺晧壸偑偐偐傞僷乕僣偱偼丄侾塼愙拝嵻偼尩嬛偩偲姶偠傑偟偨丅傗傞側傜俀塼丅偙偺晹暘側傜丄僂僢僪僄億僉僔偑嵟揔側傫偠傖側偄偱偟傚偆偐丅
撪宎壛岺屻偺張棟
偙偺儁乕僕偱壗搙傕弌偰偒偰偄傞傫偱偡偑丄撪宎傪峀偘傞偲丄俤倁俙傗僐儖僋偑僽儗傞偲偄偆僩儔僽儖丅偙傟偼儅僞僊偵暦偄偰尒傞偲撪宎壛岺傪偟側偄偙偲偱懳嶔傪偟偰偄傞偦偆偱偡偑丄偩偭偨傜丄撪宎壛岺傪偡傞昁梫偑姰慡偵側偄偺偐偲偄偆偲丄偦傫側偙偲偼側偔偰丄椺偊偽儅僞僊偺僐儖僋偩偲丄宎偑嵟戝偱17偱偡丅偲側傞偲丄棆嫑儘僢僪偺僗僞儞僟乕僪丄18,20偺儕乕儖僔乕僩偵偁傢偣傞応崌丄撪宎壛岺偼昁偢傗傜側偄偲偄偗傑偣傫丅
 偑偟偐偟丄撪宎傪峀偘傞偲丄昁偢丄僙儞僞乕偑僘儗傞丅偙偺忬懺偩偭偨傜丄愨懳偵僉僠儞偲偟偨壛岺偼弌棃傑偣傫丅
偑偟偐偟丄撪宎傪峀偘傞偲丄昁偢丄僙儞僞乕偑僘儗傞丅偙偺忬懺偩偭偨傜丄愨懳偵僉僠儞偲偟偨壛岺偼弌棃傑偣傫丅恾夝偡傞偲丄
 嬌抂側榖丄撪宎偑偙偆偄偆晽偵僘儗傞偲丄
嬌抂側榖丄撪宎偑偙偆偄偆晽偵僘儗傞偲丄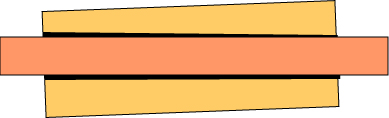 慁斦偵僙僢僩偟偨偲偒偙偆側傝傑偡丅
慁斦偵僙僢僩偟偨偲偒偙偆側傝傑偡丅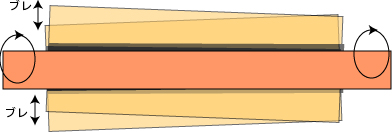 偙偺傑傑夞偡偲丄恈朹偼僙儞僞乕偑弌偰偄傞偺偱僽儗側偄偱偡偑丄僐儖僋偑僽儗傑偡丅
偙偺傑傑夞偡偲丄恈朹偼僙儞僞乕偑弌偰偄傞偺偱僽儗側偄偱偡偑丄僐儖僋偑僽儗傑偡丅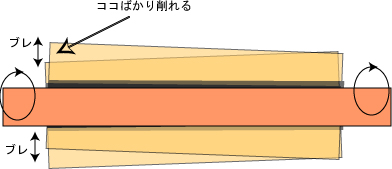 偙偺傑傑儎僗儕偱惉宍偟偰傕丄僽儗偰偄傞偲偙傠偽偐傝嶍傟偰偟傑偆偨傔丄寢嬊恀偭捈偖偵偼惉宍偱偒傑偣傫丅
偙偺傑傑儎僗儕偱惉宍偟偰傕丄僽儗偰偄傞偲偙傠偽偐傝嶍傟偰偟傑偆偨傔丄寢嬊恀偭捈偖偵偼惉宍偱偒傑偣傫丅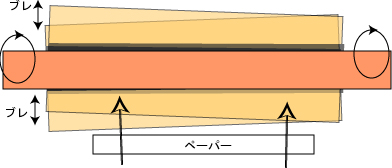 偩傕傫偱偳偆偡傞偐偲偄偆偲丄僽儗偰偄傞抜奒偱儁乕僷乕傪傑偭偡偖摉偰偰傗傝傑偡丅
偩傕傫偱偳偆偡傞偐偲偄偆偲丄僽儗偰偄傞抜奒偱儁乕僷乕傪傑偭偡偖摉偰偰傗傝傑偡丅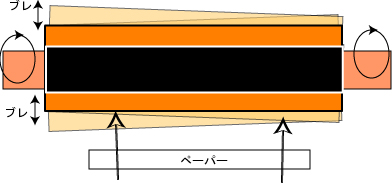 偡傞偲丄僽儗偰偄傞晹暘偑儁乕僷乕偵傛偭偰嶍傜傟傞偨傔丄宎偑嵟彫偺偲偙傠偱丄僐儖僋偑恀偭捈偖嶍傜傟傑偡丅寢壥丄偄傃偮側撪宎偵増偭偰奜宎偑惍偊傜傟丄僐儖僋偺僽儗偑側偔側傝傑偡丅偙傟偱弶傔偰僉僠儞偲偟偨壛岺偑弌棃傑偡丅
偡傞偲丄僽儗偰偄傞晹暘偑儁乕僷乕偵傛偭偰嶍傜傟傞偨傔丄宎偑嵟彫偺偲偙傠偱丄僐儖僋偑恀偭捈偖嶍傜傟傑偡丅寢壥丄偄傃偮側撪宎偵増偭偰奜宎偑惍偊傜傟丄僐儖僋偺僽儗偑側偔側傝傑偡丅偙傟偱弶傔偰僉僠儞偲偟偨壛岺偑弌棃傑偡丅偙偆傗偭偰張棟偟偨傜偄偄傒偨偄偱偡丅
幚愴
傑偢偼丄撪宎傪峀偘偰20倣倣偵偟傑偟偨丅傢偐傝傑偡丠夞揮偑懍偄傫偱暘偐傝偵偔偄傫偱偡偑丄椉僴僕偑僽儗偰偄傑偡丅
 偱丄僐僀僣偵儁乕僷乕傪摉偰傑偡丅
偱丄僐僀僣偵儁乕僷乕傪摉偰傑偡丅偱丄廋惓姰椆偟偨傕偺偑偙傟丅嵟弶偵斾傋傞偲丄僽儗偼偐側傝儅僔偵側偭偰偄傑偡丅儁乕僷乕偺摉偰曽偑埆偄偺偐丄姰帏偵偼偄偒傑偣傫偗偳丄嫋梕斖埻撪偱偡丅
偙偺忬懺偱弶傔偰椉抂偺僉僠儞偲偟偨恀偭捈偖偺壛岺偑弌棃傑偡丅
偙傟偱傎傏姰帏丅
 庤弴揑偵偼崱偺傗傝曽偑堦斣傗傝傗偡偄偲巚偄傑偡丅
庤弴揑偵偼崱偺傗傝曽偑堦斣傗傝傗偡偄偲巚偄傑偡丅恈朹偺嶍傝偩偟
偄傗乣傗偭傁偟丄側偐側偐偆傑偔偄偐傫偹乣丅壗搙傕傗偭偰傞偲丄惉岟2妱丄幐攕8妱偲偄偭偨偲偙傠偱偟傚偆偐丅
 偆傑偔峴偔帪傕偁傟偽峴偐側偄帪傕偁偭偰丄屻幰偼偙傫側姶偠偵側傞傫傛偹乣丅
偆傑偔峴偔帪傕偁傟偽峴偐側偄帪傕偁偭偰丄屻幰偼偙傫側姶偠偵側傞傫傛偹乣丅 摿偵尠挊側偺偑僐儖僋丅
摿偵尠挊側偺偑僐儖僋丅 傛偔傗傞偺偑偙傫側壛岺偱偡偑丄
傛偔傗傞偺偑偙傫側壛岺偱偡偑丄偙傫側偵側傞偺偱抳柦揑丅
偙偺尨場偱偡偑丄峫偊傜傟傞偺偼僐僐偐側乣偲巚偄傑偡丅
 恈朹偺僙儞僞乕僘儗丅側傫偣丄億儞僠偱揔摉偵懪偭偰偦偙傪嫴傫偱偄傞偩偗偱偡偐傜偹丅
恈朹偺僙儞僞乕僘儗丅側傫偣丄億儞僠偱揔摉偵懪偭偰偦偙傪嫴傫偱偄傞偩偗偱偡偐傜偹丅僌儕僢僾壛岺偺摿惈忋丄撪宎奼挘壛岺傪偡傞娭學偱丄俤倁俙撪晹偼僀價僣偱偡丅偙傟偽偭偐傝偼偟傚偆偑側偄傫偱丄恈朹偵撍偭崬傓嵺偵僫儞儃偐僽儗傞偺偼栚傪偮傇傞偟偐側偄傫偱偡偑丄偝傜偵恈朹帺懱偑僘儗偰偄偨傜僽儗偑攞偵側傞偨傔丄偙偺恈朹偺僘儗傪側傫偲偐偣側偄偐傫偲巚偄丄恈朹傪嶍傝弌偟偰僙儞僞乕傪弌偡偙偲偵偟傑偟偨丅
偱丄棆嫑儘僢僪偭偰丄戝懱20冇偱偡偐傜丄嶍傝崬傫偱20冇偵偡傞昁梫偑偁傝丄巗斕偺娵朹偼丄20冇偺忋偼40冇偱偡偺偱丄40冇偺娵朹傪嶍傝崬傫偱偄偔偙偲偵偟傑偟偨丅
憗懍儂儉僙儞偱嵽椏傪挷払丅偪傚偭偲崅偔偰650墌傎偳偱偟偨丅
 偙傟傪倄俫侾侽侽偵僙僢僩偟丄嶍傝崬傫偱偄偒傑偡丅
偙傟傪倄俫侾侽侽偵僙僢僩偟丄嶍傝崬傫偱偄偒傑偡丅
 儞僨丄僌儕僢僾嵽傪撍偭崬傓帪偵曅懁偼20冇埲壓偵偟偰偍偐側偄偲擖傟偵偔偄偱偡偐傜丄僲僊僗傪19.5冇偵偁傢偣丄嶍傝崬傫偱峴偭偰偁傢偣傑偟偨丅
儞僨丄僌儕僢僾嵽傪撍偭崬傓帪偵曅懁偼20冇埲壓偵偟偰偍偐側偄偲擖傟偵偔偄偱偡偐傜丄僲僊僗傪19.5冇偵偁傢偣丄嶍傝崬傫偱峴偭偰偁傢偣傑偟偨丅
 偦偺屻丄偦偺宎偵偁傢偣偮偮丄偲傝偁偊偢僈儞僈儞嶍傝崬傫偱偄偒傑偟偨丅
偦偺屻丄偦偺宎偵偁傢偣偮偮丄偲傝偁偊偢僈儞僈儞嶍傝崬傫偱偄偒傑偟偨丅偳偆傕丄偐側傝晧壸偑偐偐傞傜偟偔丄儌乕僞乕傪媥傑偣偮偮丄嶍偭偰偄偒傑偡丅
 偱丄摉慠丄壠偺拞偱傗偭偰傞偺偱丄栘孄偑柍拑嬯拑棊偪偰偟傑偆偨傔丄憒彍傕摨帪恑峴偱傗偭偰偍偐側偄偲壟偝傫偵壗尵傢傟傞偐傢偐傫側偄偺偱婥傪偮偗傑偟傚偆丅
偱丄摉慠丄壠偺拞偱傗偭偰傞偺偱丄栘孄偑柍拑嬯拑棊偪偰偟傑偆偨傔丄憒彍傕摨帪恑峴偱傗偭偰偍偐側偄偲壟偝傫偵壗尵傢傟傞偐傢偐傫側偄偺偱婥傪偮偗傑偟傚偆丅 側偍丄崱夞怴暫婍偲偟偰摫擖偟偨偺偑丄昐嬒偺僴儞僪僠儕僩儕儂僂僉偱戝偒側栘孄偼偙傟偱廤傔偰僑儈敔偵幪偰傑偡丅
側偍丄崱夞怴暫婍偲偟偰摫擖偟偨偺偑丄昐嬒偺僴儞僪僠儕僩儕儂僂僉偱戝偒側栘孄偼偙傟偱廤傔偰僑儈敔偵幪偰傑偡丅仸僐僐偩偗偺榖丄埲慜丄偙偺戝検偺栘孄傪憒彍婡偱媧偭偰憒彍偟偨偲偙傠丄僟僋僩偺偲偙傠傑偱栘孄偑恑擖偟丄偲傟側偔側偭偪傖偭偰丄憒彍偟偰傕憒彍偟偰傕僟僋僩偐傜栘孄偑弌偰偔傞偺偱憒彍偵側傜偢丄寢嬊憒彍婡幪偰偨偙偲偑偁傞偺偱丄愨懳偵庤嶌嬈偱廤傔傑偟傚偆乮娋乯
 偦傫偱丄昁巰偙偄偰嶍傝崬傫偱偄偭偨傫偱偡偗偳丄僼僩丄嵽椏抲応傪尒搉偟偰傒傞偲丄僫儞僩丄25冇偺娵朹偑偁偭偨傫偱丄偙偭偪嶍傞傎偆偑抐慠椙偄傫偱丄嵽椏傪僠僃儞僕偟傑偟偨乮娋乯両
偦傫偱丄昁巰偙偄偰嶍傝崬傫偱偄偭偨傫偱偡偗偳丄僼僩丄嵽椏抲応傪尒搉偟偰傒傞偲丄僫儞僩丄25冇偺娵朹偑偁偭偨傫偱丄偙偭偪嶍傞傎偆偑抐慠椙偄傫偱丄嵽椏傪僠僃儞僕偟傑偟偨乮娋乯両偦傫偱丄慁斦偵僙僢僩偟偰丄嶍傝崬傫偱偄偒傑偟偨丄
 岦偐偭偰嵍懁傪20.5冇偵偁傢偣偰丄斀懳懁偼19.5冇丅
岦偐偭偰嵍懁傪20.5冇偵偁傢偣偰丄斀懳懁偼19.5冇丅20.5冇偼儅僞僊偺僠僃僢僋偺宎偑20.5冇偱丄偙傟埲忋戝偒偔偡傞偲丄僠僃僢僋偑僗僇僗僇偵側傞壜擻惈偑偁傝丄岲傑偟偔側偄偨傔丄20.5冇偵偟傑偟偨丅斀懳懁偼擖傟傗偡偄傛偆偵庒姳彫偝偔偟偰丄

 20.5冇仺19.5冇偵傢偢偐偵僥乕僷乕傪偐偗偮偮丄恈朹傪嶍偭偰偄偔偙偲偵偟傑偟偨丅
20.5冇仺19.5冇偵傢偢偐偵僥乕僷乕傪偐偗偮偮丄恈朹傪嶍偭偰偄偔偙偲偵偟傑偟偨丅
 嶍傝崬傫偱偄偭偨傫偱偡偑丄傗偼傝丄揔摉偵億儞僠偱僙儞僞乕傪崌傢偣偨偩偗偱偼丄僘儗偰偍傝丄嶍傝崬傫偱偄偔偲丄嶍傝僔儘偵曃傝偑尒傜傟傑偡丅
嶍傝崬傫偱偄偭偨傫偱偡偑丄傗偼傝丄揔摉偵億儞僠偱僙儞僞乕傪崌傢偣偨偩偗偱偼丄僘儗偰偍傝丄嶍傝崬傫偱偄偔偲丄嶍傝僔儘偵曃傝偑尒傜傟傑偡丅 偟偐偟丄側偐側偐偆傑偄偙偲僥乕僷乕傪偐偗偰嶍傞偙偲偑弌棃偢丄慺恖巇帠偱偼丄嶍傝僔儘偑朿傜傒偡偓偰20.5冇傪挻偊偰偟傑偄丄俤倁俙偺曣嵽偑擖傜側偔側偭偰偟傑偄傑偟偨丅
偟偐偟丄側偐側偐偆傑偄偙偲僥乕僷乕傪偐偗偰嶍傞偙偲偑弌棃偢丄慺恖巇帠偱偼丄嶍傝僔儘偑朿傜傒偡偓偰20.5冇傪挻偊偰偟傑偄丄俤倁俙偺曣嵽偑擖傜側偔側偭偰偟傑偄傑偟偨丅 偦偙偱廋惓偟偰丄峏偵嶍傝崬傫偱偄偒丄嵟廔揑偵偼偙傫側姶偠丅
偦偙偱廋惓偟偰丄峏偵嶍傝崬傫偱偄偒丄嵟廔揑偵偼偙傫側姶偠丅
 椉抂偺僙儞僞乕弌偟偼僇儞儁僉偵弌棃偰偄傑偡倵壛岺梡偺娵朹丄姰惉両
椉抂偺僙儞僞乕弌偟偼僇儞儁僉偵弌棃偰偄傑偡倵壛岺梡偺娵朹丄姰惉両偦傫偱丄怴偟偄俤倁俙傪巊偭偰嵞壛岺偟丄惛搙傪尒偰傒傑偡丅
 摨偠挿偝偵愗偭偨俤倁俙傪撪宎奼挘偟丄20冇偔傜偄偵偟偰偦偺屻娵朹偵僙僢僩丅
摨偠挿偝偵愗偭偨俤倁俙傪撪宎奼挘偟丄20冇偔傜偄偵偟偰偦偺屻娵朹偵僙僢僩丅傑偢偼33冇偁偭偨俤倁俙傪80斣儁乕僷乕偱嶍傝崬傒丄偙傟傕僙儞僞乕傪弌偟傑偡丅偦偺屻丄100斣丄320斣丄600斣僼傿僯僢僔儏偱昞柺傪惍偊丄俶俿僪儗僢僒乕偱椉僒僀僪偺悅捈傪弌偟傑偟偨丅
 崱搙偼俶俿僪儗僢僒乕偱僗僕傪擖傟偰峴偒傑偡丅側偍丄僗僕偺僘儗夞旔偺偨傔偵丄僶僀僩屌掕梡偺戜嵗傪僙僢僩偟偰偍傝傑偡丅偦偺屻丄俴俢僼乕僪偺摝偘偺僇儔乕偵崌傢偣偰僥乕僷乕傪晅偗偰姰惉両
崱搙偼俶俿僪儗僢僒乕偱僗僕傪擖傟偰峴偒傑偡丅側偍丄僗僕偺僘儗夞旔偺偨傔偵丄僶僀僩屌掕梡偺戜嵗傪僙僢僩偟偰偍傝傑偡丅偦偺屻丄俴俢僼乕僪偺摝偘偺僇儔乕偵崌傢偣偰僥乕僷乕傪晅偗偰姰惉両惛搙偼偙傫側姶偠丅傗偭傁傝僇儞儁僉偲偼峴偒傑偣傫丅傢偢偐偵丄傎傫偺傢偢偐偵榩嬋偟偰偄傑偡丅偟偐偟丄傑丄偙偙傜偑尷奅側傫偠傖側偄偱偟傚偆偐丅僷僢偲尒偵偼慡偔暘偐傜側偄儗儀儖偺惛搙偩偲巚偄傑偡丅栜榑巊梡姶傕丅

 偦傫偱丄崱搙偼僫僀僼偱丄撪宎偺柺庢傝丅俶俿僪儗僢僒乕偱椉抂偺悅捈弌偟傪偡傞偲丄娵朹捈慜偺俤倁俙偵儎僗儕偑摉偨傜側偄偺偱庒姳弌偭挘偭偰偄傑偡丅偙傟傪棊偲偟傑偡丅
偦傫偱丄崱搙偼僫僀僼偱丄撪宎偺柺庢傝丅俶俿僪儗僢僒乕偱椉抂偺悅捈弌偟傪偡傞偲丄娵朹捈慜偺俤倁俙偵儎僗儕偑摉偨傜側偄偺偱庒姳弌偭挘偭偰偄傑偡丅偙傟傪棊偲偟傑偡丅
 偙傫側姶偠偵側偭偨傜俷俲両悅捈弌偟偼姰帏偩偲巚偄傑偡倵
偙傫側姶偠偵側偭偨傜俷俲両悅捈弌偟偼姰帏偩偲巚偄傑偡倵 偮偄偱偵丄廤愊僐儖僋傕摨偠傛偆偵壛岺偟傑偡丅
偮偄偱偵丄廤愊僐儖僋傕摨偠傛偆偵壛岺偟傑偡丅 僇儞儁僉侾侽侽亾偲偼峴偒傑偣傫偑丄婥偵擖傜側偐偭偨僼儘儞僩僐儖僋偺惛搙偼尒堘偊傞傎偳儅僔偵側傝傑偟偨倵
僇儞儁僉侾侽侽亾偲偼峴偒傑偣傫偑丄婥偵擖傜側偐偭偨僼儘儞僩僐儖僋偺惛搙偼尒堘偊傞傎偳儅僔偵側傝傑偟偨倵 傛乕偵尒偨傜傾儔偑偁傝傑偡偑丄僷僢偲尒偼僇儞儁僉侓捠忢巊梡偵偼壗偺巟忈傕偒偨偝側偄儗儀儖偺偱偒偽偊偩偲巚偄傑偡倵
傛乕偵尒偨傜傾儔偑偁傝傑偡偑丄僷僢偲尒偼僇儞儁僉侓捠忢巊梡偵偼壗偺巟忈傕偒偨偝側偄儗儀儖偺偱偒偽偊偩偲巚偄傑偡倵 僌儕僢僾偵僙僢僩偟偰傒偨偲偙傠丄偐側傝椙偄姶偠偱偡倵崱傑偱偱僀僠僶儞椙偄弌棃塰偊偠傖側偄偱偟傚偆偐丅偩偗偳丄100揰偱偼側偔丄80揰偲偄偭偨偲偙傠偱偡偑丄偙偙傜偑倄俫侾侽侽偺尷奅偩偲巚偄傑偡丅尨場偼偍偦傜偔撪宎偑偄傃偮偵側偭偲傞偐傜偱偟傚偆偐丅儅僞僊偺婯奿偱偼丄俤倁俙偩偺僐儖僋偩偺偱偼15冇偑嵟戝偱偦偙偐傜儕乕儅乕偐偗偰20.2冇掱搙傑偱峀偘偰偄偔傫偱偡偑丄丄偳偆偟偰傕偙偙偱壛岺偺傾儔偑弌偰偟傑偭偰丄僀價僣偵側傞偗傫丄娵朹偲偺僼傿僢僥傿儞僌偑偆傑偔偆偄偐偢偵僽儗傞傫偱偟傚偆偹乣丅偁偲偼丄僗僕傪擖傟傞帪偵俶俿僪儗僢僒乕偑僽儗偰偄傞偐丅偟偐偟丄戩忋慁斦偺屌掕僶僀僩側傫偰側偄偺偱丄偳偆偵傕側傝傑偣傫丅
僌儕僢僾偵僙僢僩偟偰傒偨偲偙傠丄偐側傝椙偄姶偠偱偡倵崱傑偱偱僀僠僶儞椙偄弌棃塰偊偠傖側偄偱偟傚偆偐丅偩偗偳丄100揰偱偼側偔丄80揰偲偄偭偨偲偙傠偱偡偑丄偙偙傜偑倄俫侾侽侽偺尷奅偩偲巚偄傑偡丅尨場偼偍偦傜偔撪宎偑偄傃偮偵側偭偲傞偐傜偱偟傚偆偐丅儅僞僊偺婯奿偱偼丄俤倁俙偩偺僐儖僋偩偺偱偼15冇偑嵟戝偱偦偙偐傜儕乕儅乕偐偗偰20.2冇掱搙傑偱峀偘偰偄偔傫偱偡偑丄丄偳偆偟偰傕偙偙偱壛岺偺傾儔偑弌偰偟傑偭偰丄僀價僣偵側傞偗傫丄娵朹偲偺僼傿僢僥傿儞僌偑偆傑偔偆偄偐偢偵僽儗傞傫偱偟傚偆偹乣丅偁偲偼丄僗僕傪擖傟傞帪偵俶俿僪儗僢僒乕偑僽儗偰偄傞偐丅偟偐偟丄戩忋慁斦偺屌掕僶僀僩側傫偰側偄偺偱丄偳偆偵傕側傝傑偣傫丅偙偙偐傜偝傜偵崅偄姰惉搙傪栚巜偡偲偡傟偽丄弌棃傞偙偲偼嵟弶偐傜20冇偺寠偑嬻偄偰偄傞俤倁俙偱偡丅
 幚偼偁傞偭偪傖偁傞傫偱偡傛両丠偦傟偼僗働儖僞乕儚乕僋僗偺嵽椏側傫偱偡偗偳丄嵽椏傪巇擖傟傞帪偵儅僞僊偐傜巇擖傟傞偐傜丄偁傫傑偟側偠傒偑側偄傫偱偡傛偹乣丅偦偟偰丄奜宎偑30冇偲偄偆揰偑巆擮丅棆嫑儘僢僪偺応崌丄31冇乣32冇偑昗弨揑側僌儕僢僾宎偱偡偐傜丄偡偙偟嵶偄偱偡偹乣丅18冇偺儕乕儖僔乕僩傪巊偆側傜偽偄偄偐傕偟傟傑偣傫偑丄20冇偺儕乕儖僔乕僩偱慻傓偵偼彮偟嵶偡偓偰丄壛岺傜偟偄壛岺僔儘偑側偔側傞偲巚偄傑偡丅
幚偼偁傞偭偪傖偁傞傫偱偡傛両丠偦傟偼僗働儖僞乕儚乕僋僗偺嵽椏側傫偱偡偗偳丄嵽椏傪巇擖傟傞帪偵儅僞僊偐傜巇擖傟傞偐傜丄偁傫傑偟側偠傒偑側偄傫偱偡傛偹乣丅偦偟偰丄奜宎偑30冇偲偄偆揰偑巆擮丅棆嫑儘僢僪偺応崌丄31冇乣32冇偑昗弨揑側僌儕僢僾宎偱偡偐傜丄偡偙偟嵶偄偱偡偹乣丅18冇偺儕乕儖僔乕僩傪巊偆側傜偽偄偄偐傕偟傟傑偣傫偑丄20冇偺儕乕儖僔乕僩偱慻傓偵偼彮偟嵶偡偓偰丄壛岺傜偟偄壛岺僔儘偑側偔側傞偲巚偄傑偡丅偩偗偳偹丄傕偆偙偙偐傜愭偼僷僔僼傿僢僋儀僀偺僨儔僢僋僗儔僢僷乕偑昁梫偵側傞偗傫丄傕偆偙偙傜偱懨嫤偡傞偙偲偵偟傑偡丅
寢峔挿偄偙偲傗偭偰偄傑偟偨偑丄傛偆傗偔僌儕僢僾惉宍偺尋媶傕傂偲抜棊偮偗偨偐偲巚偄傑偡丅
寢榑
丒僌儕僢僾壛岺偼丄慁斦倄俫侾侽侽偵儂儉僙儞偺娵朹傪偄傟丄嶍傝偙傫偱栚揑偺宎偵挷惍偡傞丅
丒偦傟偵俤倁俙傗僐儖僋偺曣嵽傪撍偭崬傒丄俶俿僪儗僢僒乕偱壛岺偟丄巇忋偘偼100斣仺600斣偺儁乕僷乕偱峴偆丅
丒 偨偩偟丄傢偢偐偵僽儗偑偁傝丄僋僆儕僥傿偼僇儞儁僉偲偼峴偐側偄丅偱傕庤壛岺傗僴儞僪僪儕儖傪巊偭偨壛岺傛傝偼悢抜儅僔丅揰悢偼80揰掱搙丅偙傟偱懨嫤偱偒側偗傟偽丄僷僔僼傿僢僋儀僀偺僨儔僢僋僗儔僢僷乕傕偟偔偼傾儖僾僗儔僢僷乕乮嵟嬤弌傑偟偨丅抣抜偼僷僔僼傿僢僋儀僀偲摨摍昳丅儅僌僫儉僋儔僼僩偝傫偱擖庤壜擻偺傛偆偱偡丅乯傪巊偄丄搳偘娖偺僷僀僾偵曣嵽傪僴儊偰壛岺偡傞偙偲丅偦傟側傜100揰枮揰偺壛岺偑壜擻丅
寢峔挿偔側偭偨偐傜丄傑偨偳偙偐偱僌儕僢僾壛岺偺庤弴偺崁傪嶌偭偰嶌嬈偟側偑傜愢柧偟傑偡丅